
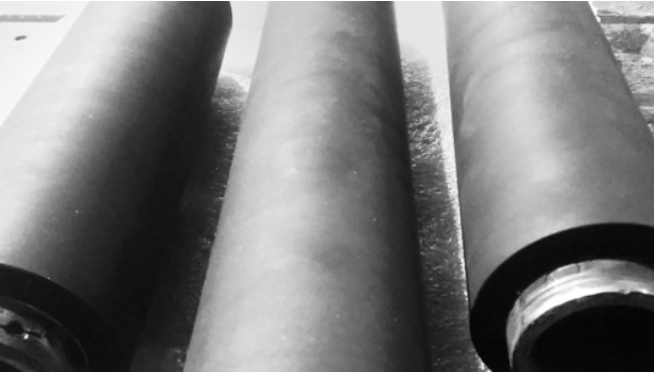
Футеровка приводных барабанов конвейера
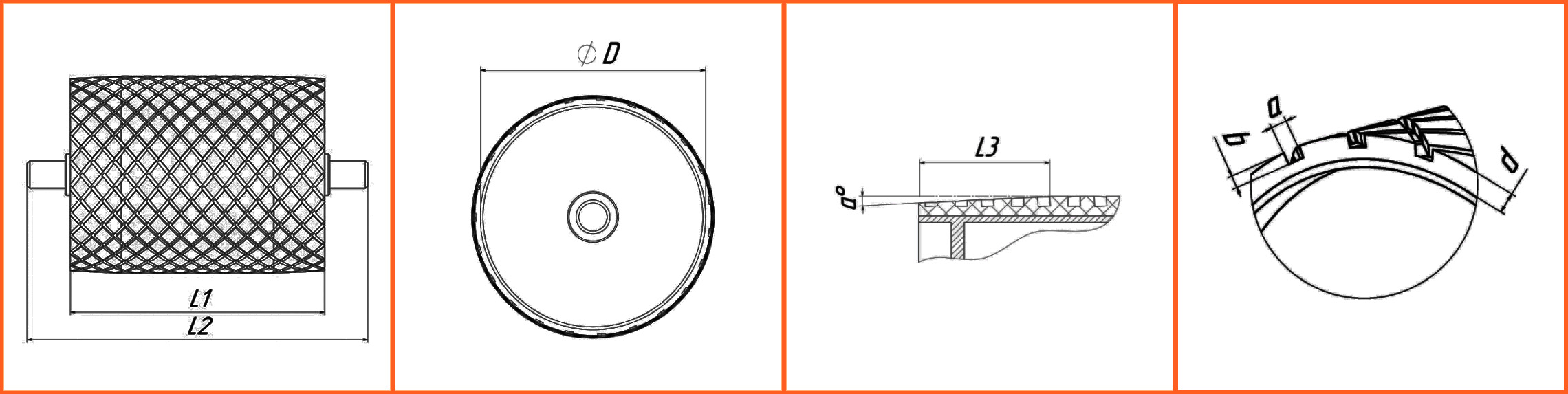
Вода, грязь и транспортируемый материал, попадая между барабаном и лентой приводит к проскальзываниям, а в случае обледенения и сильного налипания материала лента вообще может сойти с конвейера со всеми вытекающими последствиями. Чтобы этого избежать, на футеровке делают грязеотводящие каналы, через которые вода и грязь удаляются выдавливаются лентой с поверхности обечайки.
Обрезинивание барабанов позволяет уменьшить натяжное усилие, снизив нагрузку на подшипники и саму ленту и при этом избежав проскальзывания ленты при высоких нагрузках. В целом это повышает производительность конвейера и продлевает срок службы транспортерной ленты.

Уточняйте цену перед заказом.
Указанная цена является индикативной, и может изменяться как в меньшую, так и в большую сторону.

КАЧЕСТВО ГАРАНТИРОВАННО
ISO 9001:2015 (ISO 9001:2015 IDT). Вся продукция строго соответствует заявленным характеристикам.
РЕЗИНОВАЯ ФУТЕРОВКА ПРИВОДНЫХ БАРАБАНОВ КОНВЕЙЕРОВ
На сегодняшний день мы предлагаем следующие опции:
- горячая вулканизация в автоклаве
- холодная вулканизация (в т.ч. с выездом на объект)
- футеровка резинометаллическими сегментами
В чём разница и как выбрать?
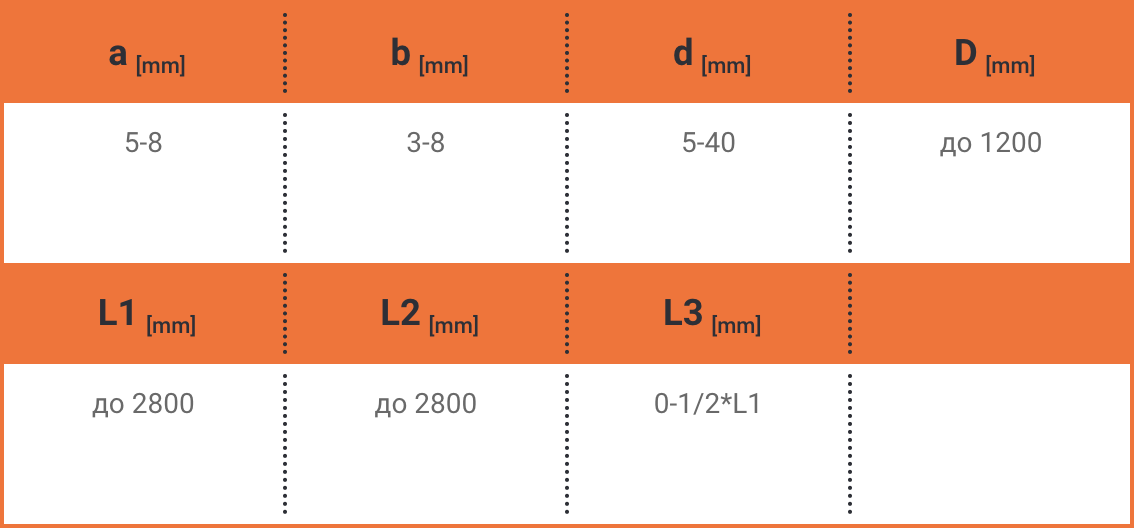
Футеровка конвейерных барабанов методом горячей вулканизации
Наиболее надежный и предпочтительный, данный метод позволяет получить монолитный гомогенный слой резины с выбранными характеристиками. Прочность сцепления с металлом значительно выше, чем при холодной вулканизации.Использование сырых резиновых смесей позволяет получить износостойкое, высокопрочное резиновое покрытие , по качеству сопоставимое с футеровочными материалами известных европейских брендов (Rema Tip Top, Continental, German Bond и др)., но при этом цена футеровки барабана будет существенно ниже. Мы используем ИСКЛЮЧИТЕЛЬНО клея и адгезивы производства Continental и Rema Tip Top – качество продукции этих брендов не вызывает сомнений уже десятки лет.

футеровка приводных барабанов конвейеров

футеровка приводного барабана для нории

футеровка барабанов ленточного стеклоперерабатывающего предприятия конвейера элеватора
Техпроцесс:
Старую футеровку удаляют на токарном станке либо ручным способом. Обечайку барабана подвергают пескоструйной обработке. Следующий этап – нанесение адгезива (т.н. праймера) и двухкомпонентной клеевой системы. Внимание: для горячего и холодного метода используют раличные составы. Затем на подготовленную поверхность наносится сырая резиновая смесь. Резина может быть в виде листов (обычно для барабанов больших диаметров), либо экструдированная полоса наматывается в специальной установке. После этого изделия помещаются в автоклав, где и происходит вулканизация под действием температуры и давления. Режимы варки для разных смесей могут существенно отличаться. После извлечения и остывания выполняется контроль качества и дополнительная мехобработка. В большинстве случаев ограничиваются нарезкой грязеотводных канавок и обработкой торцевых поверхностей.
Преимущества:
- Позволяет задавать физико-механические свойства покрытия еще на этапе приготовления резиновой смеси, такие как твердость, прочность, эластичность, устойчивость к истиранию. После изготовления из каждой партии берутся образцы для лабораторного тестирования на соответствие заданным параметрам.
- Отсутствует стыковочный зазор, которого не избежать при холодном методе, и который потенциально является наиболее уязвимым к задиру и последующему отрыву местом. Разумеется, при достаточной квалификации специалистов, использовании брендовых адгезивов и клеев и соблюдении техпроцесса такая вероятность сводится к мимимуму.
- Возможно нанесение теплостойкой резины (с рабочей температурой до 150 ⁰С, чего не позволяет холодная вулканизация).
- Обеспечивает наиболее надежное сцепление резины с металлом.
Недостатки:
- Необходим демонтаж барабана и его транспортировка на территорию предприятия-подрядчика.
- Габариты обрабатываемого изделия ограничены габаритами автоклава. На данный момент мы обрабатываем изделия диаметром до 1400 мм и длиной до 3000 мм
- При необходимости получить погрешность менее +/- 1,0 мм требуется дальнейшая механическая обработка, что заметно повышает стоимость и увеличивает срок выполнения работ.
Обрезинивание барабанов методом холодной вулканизации
Для холодной футеровки используют резиновые листы (т.н. техпластину). Этот способ предпочтителен в тех ситуациях, когда время простоя конвейера ограничено, либо демонтаж невозможен.


Футеровка барабана ленточного конвейера без демонтажа
футеровка барабанов конвейера подачи стеклобоя
Техпроцесс:
Поверхность барабана подготавливается таким же образом, как и при горячем методе. При невозможности провести пескоструйную обработку (если работы проводятся без снятия барабана с конвейера), поверхность зачищают с помощью ручных шлифовальных машин, используя наждачные лепестковые круги.
Параллельно происходит подготовка футеровочных листов: выполняется разметка, вырезаются листы необходимой длины и ширины (обязательно с припусками 20-50 мм). Поверхность резины также обрабатывается наждачными кругами, либо другими насадками, способными обеспечить необходимую шероховатость. Некоторые производители выпускют техпластину с адгезивным слоем с нерабочей стороны (т.н. CN-слой). В этом случае подготовительная мехобработка не требуется.
Затем на обечайку наносят слой адгезива (праймера), и выдерживают до полного высыхания. Следующий этап – нанесение двухкомпонентного клея. Обычно его наносят двумя слоями, первый слой также должен высохнуть. В любом случае, перед использованием праймера и клея необходимо внимательно ознакомиться с рекомендациями производителя, т.к. для разных составов процесс может иметь отличия.
ВАЖНО: при нанесении праймера и клея температура окружающей среды должна быть не менее 10⁰С. Также во время высыхания необходимо защитить зону выполнения работ от запыленности и, желательно, от сквозняков.
На следующем этапе техпластина накладывается на обечайку и тщательно приколачивается резиновыми киянками, для того чтобы между резиной и металлом не оставалось воздушных пузырей. После этого должно пройти некоторое время для завершения реакции полимеризации клеевой системы. На заключительном этапе происходит обработка стыкового зазора (обычно он заполняется компаундом с помощью ручного экструдера), и нарезаются грязеотводящие каналы. Квалификация сотрудников ООО ТРП ТАРГЕТ позволяет выполнять холодную футеровку без образования стыкового зазора.
Обращаем Ваше внимание, что вышеприведенное описание техпроцесса является общим, не включает многие технологические нюансы и не может быть использовано в качестве инструкции.
Преимущества:
- Скорость выполнения (на самом деле, технологическая скорость примерно одинакова, однако в случае с горячей вулканизацией добавляется время формирования партии изделий для загрузки в автоклав и транспортировку)
- Нет необходимости в дальнейшей механической обработке. Обычно толщина резиновых техпластин в пределах одного листа (рулона) отличается не более чем на 0,5мм.
- Возможно гуммировать барабаны непосредственно на конвейере.
Недостатки:
- Чувствительность к условиям окружающей среды (температура, влажность, запыленность)
- Запуск возможен не ранее чем через 12 часов после окончания работ (рекомендуется 24 часа)
- Дополнительные расходы на выезд бригады специалистов
- Пластины с повышенной теплостойкостью, износоустойчивостью, трудногорючестью, пищевым допуском и др. как правило поставляются под заказ и стоят довольно дорого(от 250 евро за м. кв.). При этом существует минимальный объем заказа, а время поставки может занимать несколько месяцев. На складе такие техпластины поставщики держат редко, т.к. спрос нерегулярен в силу специфичности, а резина подвержена старению.
ХОЛОДНАЯ ВУЛКАНИЗАЦИЯ
ГОРЯЧАЯ ВУЛКАНИЗАЦИЯ
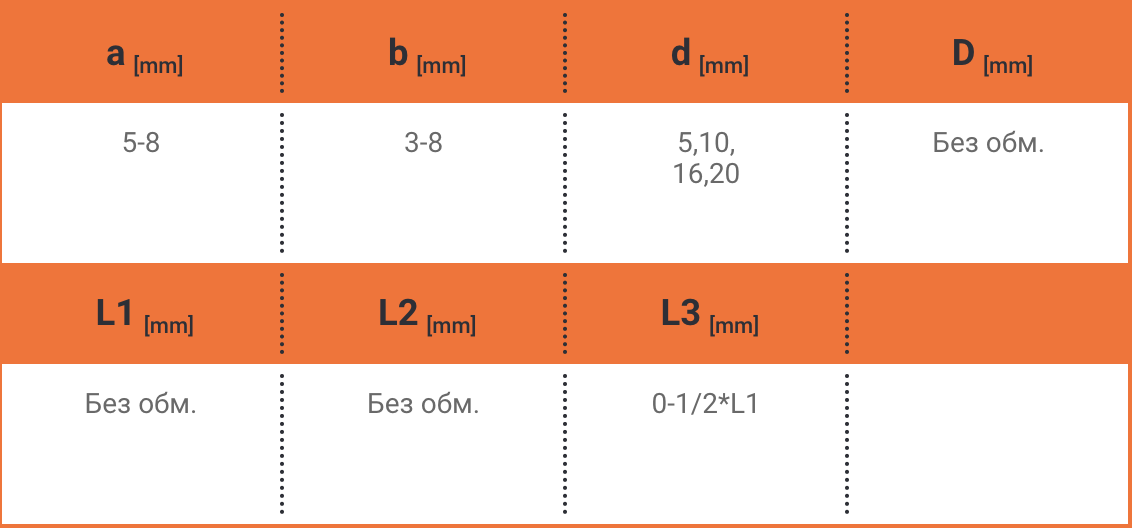
Футеровочные пластины (сегментная футеровка)
Наиболее быстрый и простой способ, не требующий демонтажа барабана с конвейера. Запускать барабан в работу можно сразу же. Совмещают в себе преимущества холодного и горячего методов обрезинивания. Комплекты футеровочных пластин и креплений надежны, просты в использовании настолько, что футеровка конвейера может быть выполнена силами Заказчика. Подробнее можно почитатьздесь
На сегодняшний день мы являемся единственным отечественным производителем такой футеровки.


Сегментная футеровка на барабан конвейера
МЕХАНИЧЕСКАЯ ОБРАБОТКА ПОСЛЕ ОБРЕЗИНИВАНИЯ:
После горячего обрезинивания, погрешность на диаметре составляет до ± 1,0 мм, также присутствует ощутимая шероховатость. Для барабанов, тянущих конвейерные ленты, этого вполне достаточно в большинстве случаев, и дальнейшей обработки они не требуют.
В отдельных случаях поверхность протачивается, в основном с целью получения бочкообразности обечайки. Шлифуются приводные барабаны практически никогда.

Проточка
Футеровка резиновая без обработки
Шлифовка
Кроме резин общего назначения, мы используем:
- износостойкие
- маслостойкие
- теплостойкие
- пищевые
Резиновая футеровка барабанов ленточных конвейеров: преимущества использования
Резюмируя все вышесказанное, гуммированиебарабанов конвейеровдает такие преимущества:
- Уменьшается натяжениетранспортерной ленты, что, в свою очередь, уменьшает нагрузку на опорные подшипники барабанов и на стыковые соединения ленты.
- Уменьшаются или полностью устраняются пробуксовки в момент запуска и в процессе работы. Ходовая обкладка ленты меньше истирается.
- Резиновая футеровка защищает барабан от ржавчины и быстрого износа, на конвейерах где перемещаются грузы с высокой абразивностью рекомендуется футеровать не только приводные, но и натяжные и отклоняющие барабаны.
Отзывы (4)







Оставить отзыв