
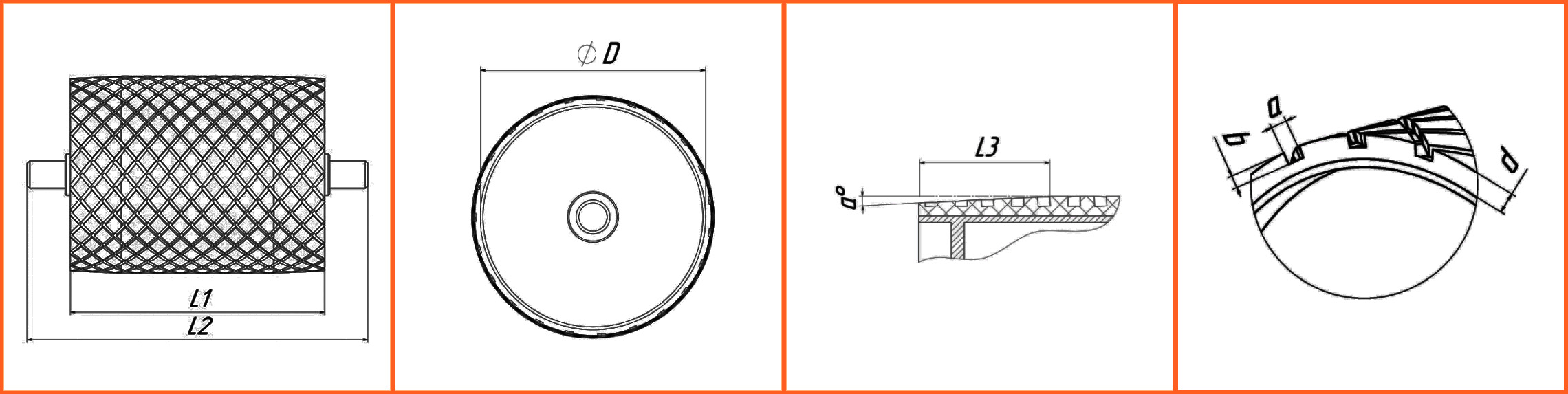
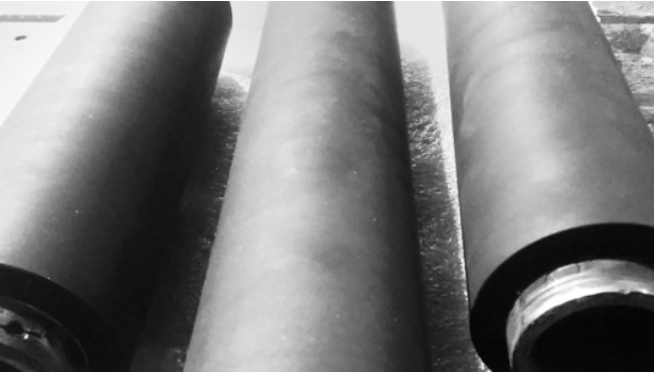
Футерування приводних барабанів конвеєра
Вода, бруд і матеріал, що транспортується, потрапляючи між барабаном і стрічкою призводить до просковзування, а внаслідок зледеніння і налипання матеріалу стрічка взагалі може зійти з конвеєра з усіма витікаючими з цього наслідками. Для попередження таких подій, на футеруванні роблять канали, через які вода і бруд видаляються, видавлюються стрічкою з поверхні барабану.
Обгумування дозволяє зменшити натяжне зусилля, знизивши навантаження на підшипники і саму стрічку і при цьому уникнувши проковзування стрічки при пікових навантаженнях. Все це підвищує продуктивність конвеєра взагалі та продовжує термін служби транспортерної стрічки.

Уточнюйте ціну перед замовленням.
Вказана ціна є індикативною, і може змінюватися як у меншу, так і більшу сторону.

ЯКІСТЬ ГАРАНТОВАНО
ГУМОВЕ ФУТЕРУВАННЯ ПРИВОДНИХ БАРАБАНІВ КОНВЕЄРІВ
На сьогоднішній день ми пропонуємо наступні опції:
- гаряча вулканізація в автоклаві
- холодна вулканізація
- футерування гумово-металевими сегментами
У ЧОМУ РІЗНИЦЯ І ЯК ОБРАТИ?
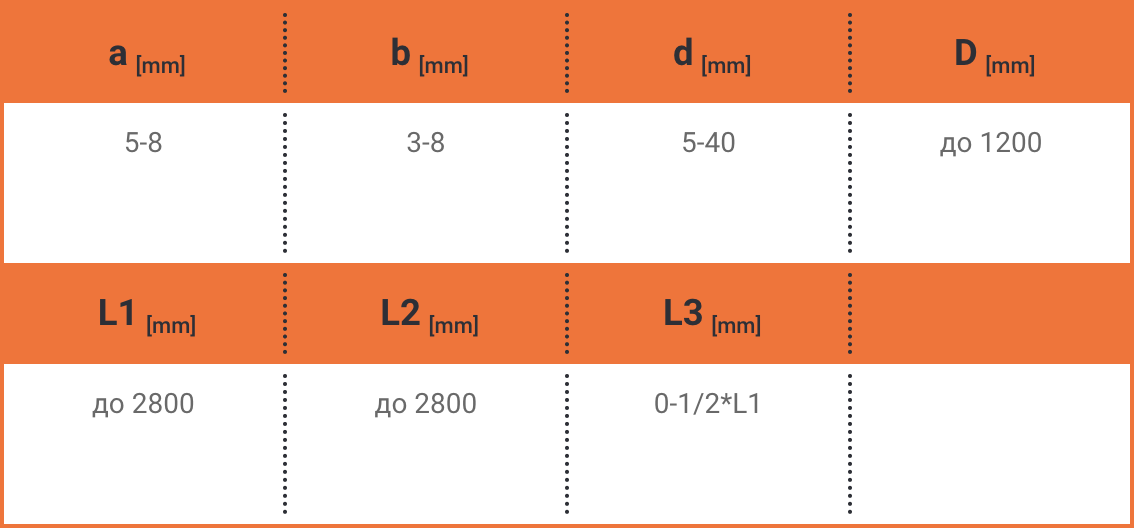
Футерування конвеєрних барабанів методом гарячої вулканізації
Найбільш надійний, оскільки даний метод дозволяє отримати монолітний шар гуми з необхідними характеристиками. Міцність зчеплення з металом значно вища ніж при холодній вулканізації. Використання сирих гумових сумішей дозволяє отримати зносостійке, високоміцне гумове покриття, яке за якістю можна порівняти з футерувальними матеріалами відомих європейських брендів (Rema Tip Top, Continental, German Bond та ін.), але вартість при цьому буде значно нижчою. Ми використовуємо ВИКЛЮЧНО клея та адгезиви виробництва Continental та Rema Tip Top – якість продукції цих брендів не викликає сумнівів вже десятки років.

футерування приводних барабанів конвеєрів

футерування приводного барабана для норії

футерування барабанів стрічкового конвеєру елеватора
Техпроцес:
Залишки старого футерування видаляють на токарному верстаті або вручну. Обичайку барабана піддають піскоструминній обробці. Наступний етап – нанесення адгезиву (т.зв. праймера) та двокомпонентної клейової системи. Увага: для гарячого та холодного методу використовують різні склади. Потім на підготовлену поверхню наноситься сира гумова суміш. Гума може бути у вигляді листів (зазвичай для барабанів великих діаметрів) або екструдована смуга намотується в спеціальному обладнанні. Після цього вироби розташовуються в автоклаві, де відбувається вулканізація під дією температури і тиску. Режими для різних сумішей можуть суттєво відрізнятися. Після вилучення та охолодження виконується контроль якості та додаткова мехобробка. У більшості випадків обмежуються нарізкою очисних канавок та обробкою торцевих поверхонь.
Переваги:
- Дозволяє задавати фізико-механічні властивості покриття ще на етапі приготування гумової суміші, наприклад твердість, міцність, еластичність, стійкість до стирання. З кожної партії беруться зразки для лабораторного тестування на відповідність заданим параметрам.
- Відсутня стикувальна щілина, якої не уникнути при холодному методі, і яка потенційно є найбільш вразливою до задирання та подальшого відриву. Зрозуміло, за достатньої кваліфікації фахівців, використання брендових адгезивів і клеїв та дотримання техпроцесу така ймовірність зводиться до мімімуму.
- Можливе нанесення теплостійкої гуми (з робочою температурою до 150 ⁰С).
- Забезпечує найбільш надійне зчеплення гуми із металом.
Недоліки:
- Необхідно демонтувати барабан та перевезти на територію підприємства-підрядника.
- Габарити виробу обмежені габаритами автоклава. На даний момент ми обробляємо вироби діаметром до 1400 мм та довжиною до 3000 мм.
- При необхідності отримати похибку діаметра менше ніж +/- 1,0 мм, потрібна подальша механічна обробка, що помітно підвищує вартість та збільшує термін виконання робіт.
Обгумування барабанів методом холодної вулканізації
Для холодного футерування використовують листову гуму (т.зв. техпластину). Цей спосіб застосовують у тих ситуаціях, коли час простою конвеєра обмежений або демонтаж неможливий.


Футерування барабана конвеєра без демонтажу
Футерування барабанів конвеєраподачі склобою
Техпроцес:
Поверхню барабана готують так само, як і при гарячому методі. При неможливості провести піскоструминну обробку (якщо роботи проводять на конвеєрі), поверхню зачищають за допомогою ручних шліфувальних машин, використовуючи наждачні пелюсткові круги.
Паралельно відбувається підготовка листів: виконується розмітка, вирізуються листи необхідної довжини і ширини (обов'язково з припусками 20-50 мм). Поверхня гуми також обробляється наждачними дисками або іншими насадками, здатними забезпечити необхідну шорсткість. Деякі виробники в випускають техпластину з адгезивним шаром з неробочої сторони (т.зв. CN-шар). У цьому випадку підготовча обробка не потрібна.
На металеву поверхню наносять шар адгезиву (праймер), і витримують до повного висихання. Наступний етап – нанесення двокомпонентного клею. Зазвичай його наносять двома шарами, перший шар також має повністю висохнути. У будь-якому випадку перед використанням праймера і клею необхідно уважно ознайомитися з рекомендаціями виробника розчинів.
ВАЖЛИВО: при нанесенні праймера та клею температура навколишнього повітря має бути не нижче ніж 10 ⁰С. Також під час висихання необхідно захистити зону виконання робіт від запиленості.
Наступним етапом техпластина накладається на обичайку і ретельно прибивається гумовими киянками, для уникнення попадання повітря між гумою та металом . Після цього має пройти деякий час для завершення реакції полімеризації клейової системи. На заключному етапі відбувається обробка стикового зазору (зазвичай він заповнюється компаундом за допомогою ручного екструдера), і нарізаються брудовідвідні канали. Кваліфікація робітників ТРП ТАРГЕТ дозволяє виконувати холодне футерування без утворення стикової щілини.
Звертаємо Вашу увагу, що вищенаведений опис техпроцесу є загальним, не включає багато технологічних нюансів і не може бути використаний у якості інструкції.
Переваги:
- Швидкість виконання (насправді, технологічна швидкість приблизно однакова, проте у разі гарячої вулканізації додається час формування партії виробів для завантаження в автоклав і транспортування)
- Немає потреби у подальшій механічній обробці. Зазвичай товщина гумових техпластин у межах одного листа (рулону) відрізняється не більше ніж на 0,5 мм.
- Можна гумувати барабани безпосередньо на конвеєрі.
Недоліки:
- Чутливість до навколишніх умов (температура, вологість, запиленість)
- Запуск можливий не раніше ніж за 12 годин після закінчення робіт (рекомендується 24 години)
- Додаткові витрати на виїзд бригади спеціалістів
- Пластини з підвищеною теплостійкістю, зносостійкістю, важкогорючим, харчовим допуском та ін. зазвичай поставляються на замовлення і коштують досить дорого (від 250 євро за м. кв.). При цьому існує мінімальний обсяг замовлення, а час постачання може тривати кілька місяців. На складі такі техпластини постачальники тримають нечасто, тому що попит на них нерегулярний через специфічність, а така гума схильна до атмосферного старіння.
ХОЛОДНА ВУЛКАНІЗАЦІЯ
ГАРЯЧА ВУЛКАНІЗАЦІЯ
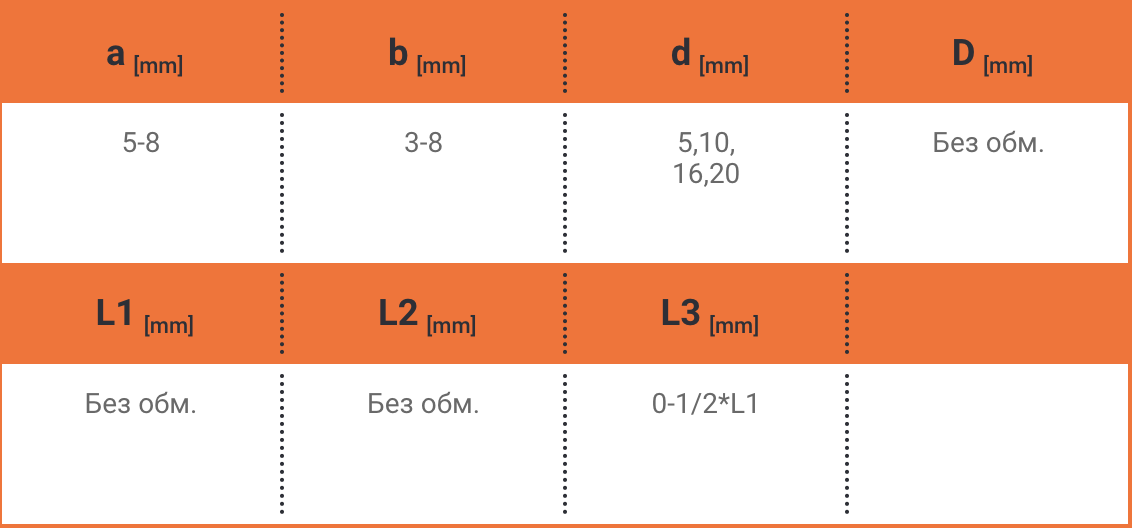
Футерувальні пластини (сегментне футерування)
Найбільш швидкий і простий спосіб, що не вимагає демонтажу барабана з конвеєра. Запускати барабан у роботу можна відразу. Поєднують у собі переваги холодного та гарячого методів гумування. Комплекти футерувальних пластин та кріплень надійні, прості у використанні настільки, що футерування може бути виконано силами працівників Замовника. Докладнішена цій сторінці.
На сьогоднішній день ми є єдиним вітчизняним виробником такого футерування.


Сегментне футерування на барабан конвеєра
МЕХАНІЧНА ОБРОБКА ПІСЛЯ ОБГУМУВАННЯ:
Після гарячого гумування, похибка на діаметрі становить до ± 1,0 мм, також є відчутна шорсткість. Для барабанів, що тягнуть конвеєрні стрічки, зазвичай цього цілком достатньо, і подальшої обробки вони не вимагають.
В окремих випадках поверхня проточується, здебільшого з метою отримання бочкоподібності робочої поверхні.

Проточка
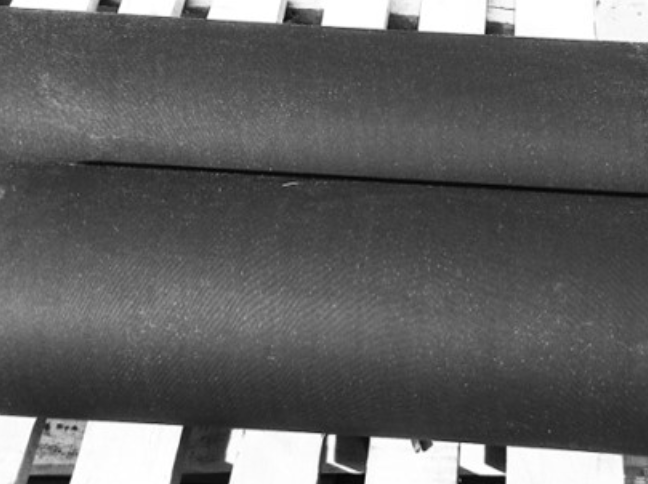
Футерування гумове без обробки
Шліфування
Окрім гум загального призначення,мивикористовуємо:
- зносостійкі
- маслостійкі
- теплостійкі
- харчові
Гумове футерування барабанів стрічкових конвеєрів: переваги використання
Резюмуючи все вищесказане, гумування барабанів конвеєрів дає такі переваги:
- Зменшується натяг транспортерної стрічки, що, у свою чергу, зменшує навантаження на опорні підшипники барабанів і на стикові з'єднання стрічки.
- Зменшуються або повністю усуваються пробуксовки в момент запуску та в процесі роботи.Ходове обкладання стрічки менше стирається.
- Гумове футерування захищає барабан від іржі та швидкого зносу, на конвеєрах де переміщуються вантажі з високою абразивністю рекомендується футерувати не тільки приводні, а й натяжні та відхиляючі барабани.
Відгуки (4)







Залишити відгук